
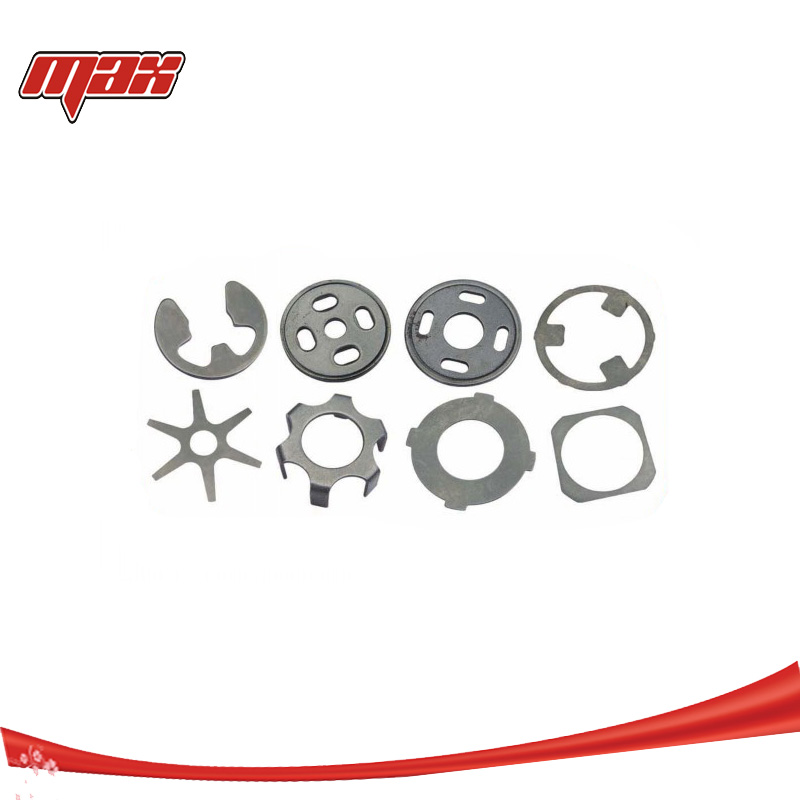
Основен вентил од прав метален синтеруван дел за амортизер









Карактеристики на производот:
Клипот и долниот вентил главно обезбедуваат амортизација за амортизерот, водичот на шипката главно водич за движење на клипната шипка.
Max Auto е врвен производител во енергетската металургијасинтерувани делови, главно се користи за компоненти на амортизери .
Технолошки процес: мешање прашок – формирање – синтерување – чистење – третман со пареа – свиткување – черупка со пресување – преглед на изгледот, пакување
Прашок за мешање: прашок Fe – C – Cu со сито со висока густина за отстранување на нечистотиите, автоматска машина за мешање 360 ° ротира повеќе од 4 часа, направи материјалот да се меша рамномерно
Калапи: прецизна мувла со автоматска CNC хидраулична преса за да се осигура дека густината на сите делови ги исполнува барањата на процесот по притискање.
Синтерување: производот е контролиран од мрежната печка за синтерување, која обезбедува механички својства и цврстина на производите да ги исполнат техничките барања.
Потопување со масло: ставете го производот во сад со висок притисок за маслото целосно да навлезе во порите на производот и да ја избегне 'рѓата од подоцнежниот циклус.
Пластика: прецизна мувла со целосна автоматска CNC хидраулична преса, густината на производот и механичките својства дополнително се подобруваат по притискањето, а димензиите ги задоволуваат барањата на цртежот.
Обработка: завршете ја дупката, жлебот и другите детали на производот.
Чистење: мрежестиот појас ја усвојува машината за чистење со ултразвук за да ги отстрани нечистотиите и железните трупови.
Третман со пареа: производот се третира со пареа во електричната печка, што ги подобрува механичките својства на производот, а површинскиот оксидациски слој помага да се спречи 'рѓа.
Пакување: клипот е покриен со целосно автоматска нумеричка контролна машина која го покрива тефлонскиот ремен за подмачкување.
Притиснете черупка: притиснато во DU черупка.
Инспекција на изгледот, пакување.
Спецификација:
| Детали за производот | |
| Име на производ | Метален синтеруван дел во прав за амортизер |
| Материјал | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, биланс, Cu 1,5-3,9%, C 0,3-0,6% |
| Густина | 6,4-6,9 g/cm3 по оксидација со пареа |
| Цврстина | 60-115 HRB, полнење 1 kN, дијаметар на топката 1/16" |
| Површински третман | Оксидација со пареа, 2 часа, Fe3O4: 0,004-0,005mm, степен на оксидација 2-4% |
| Неодредена толеранција | ISO 2768 – m / H14, h14, +- IT14/2 |
| Изглед | Без распаѓање, пукнатини, пилинг, празнини, лабавост, метални дупчиња и други дефекти |
| Процесен тек | Мешање прашок - Формирање - Синтерување - Импрегнација на масло - Димензионирање - Ултразвучно чистење – Оксидација со пареа – Импрегнација на масло – Конечно инспекција – (+ DP4 черупка / + Тефлонска лента) Пакување |
| Апликација | За амортизери за автомобил, мотор и велосипед |
| Нашите предности: | 1. Повеќе од сегашните 3000 калапи, заштедете ги трошоците за мувла 2. ISO/TS 16949:2009 сертификат 3.Конкурентна цена 4. Строго капацитет за контрола на квалитетот на APQP, FEMA, MSA, PPAP, SPC |
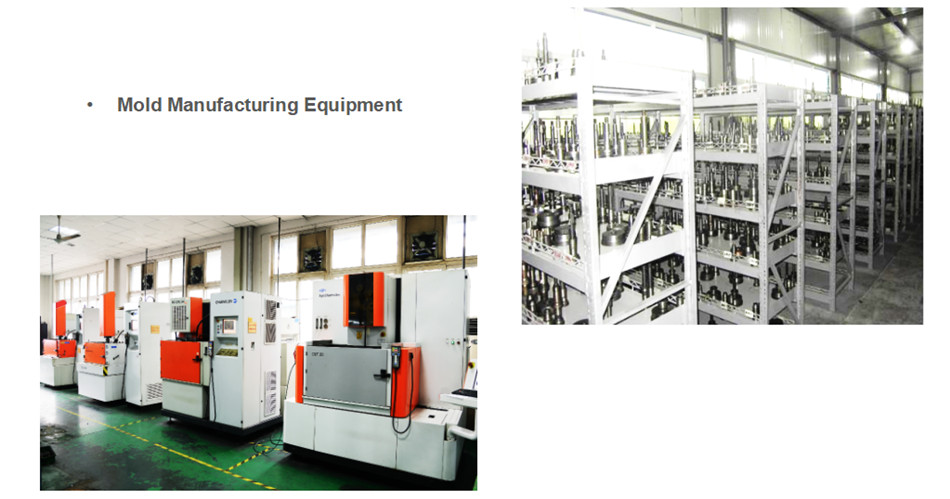
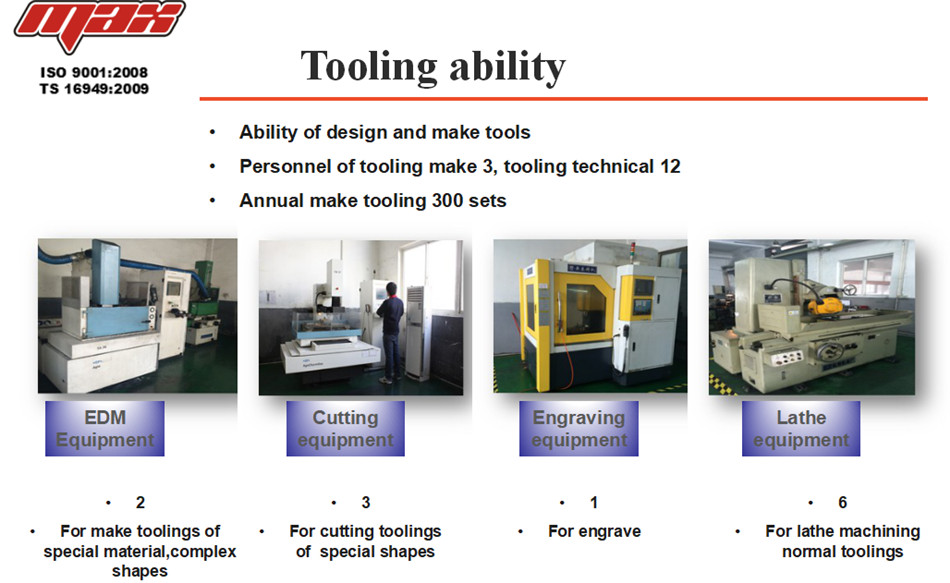
Производствени капацитети



Испитни капацитети


Категории на производи
-
Прилагодени тенки рамни подлошки од нерѓосувачки челик
-

Toyota AE101, Corolla, VIOS, Прилагодување на висина на возење...
-

Бесшевна цевка CDW/ERW/ладно валана хромирана платина...
-

QPQ нитраден третман против 'рѓа челичен материјал ...
-

861412023A oem амортизер добра цена авто стр...
-

Шокирани потпори во прав Металуршки делови (клип,...





